Geleneksel metodlarda bir parçanın imalatı CNC tezgahlarda imal edilmesi ve herhangi bir kalite cihazı ile ölçümü ve sonrasında tekrar işlenmesi prosesinden geçerek imalat süreci kapsamaktadır. Mevcut proses için parçanın imalat makinesi ile kalite cihazı arasında gidip gelmesi ve değişik yaklaşımlar dahilinde parametrelerine müdahalesiyle mümkün kılınmaktadır. Capps NC programı parçanın CNC tezgahdan sökülmeden prob yardımıyla ölçüm değerleri alıp , cad model ile karşılaştırma yaparak, parçanın workoffset ve takım offset değerleri otomatik olarak güncelleyip istenilen tolerans değerleri içinde üretimini sağlamaktadır. Böylece operatörden bağmsız olarak hassas parçaların sorunsuz şekilde işlenmesi mümkündür
Bir makinada ölçme olup olmayacağı tezgahın mekanik yapısı, elektromekanik ayarları , makina kalibrasyon değerleri , ortam sıcaklığı . vs gibi özelliklerin iyi olması beklenir. Makina üzerinde değişik türdeki mastar ölçümleri alınır. Ardından bir dizi proses uygulanarak tezgahın hassasiyet değerleri tespit edilir. 5 eksen ve diğer tipteki tezgahlar için dönme merkezleri kontrol edilir. Ayrıca makinanın zaman içerisindeki değişimini görmek için belli periyodlarda mastar ölçümleri takip edilerek tezgahın hassasiyet değerleri takip edilir. Diğer bir metod ise koordinat ölçüm tezgahında ölçülmüş bir parçanınn CNC tezgah üzerinde ölçülüp karşılaştırılması yolunada gidilebilir.
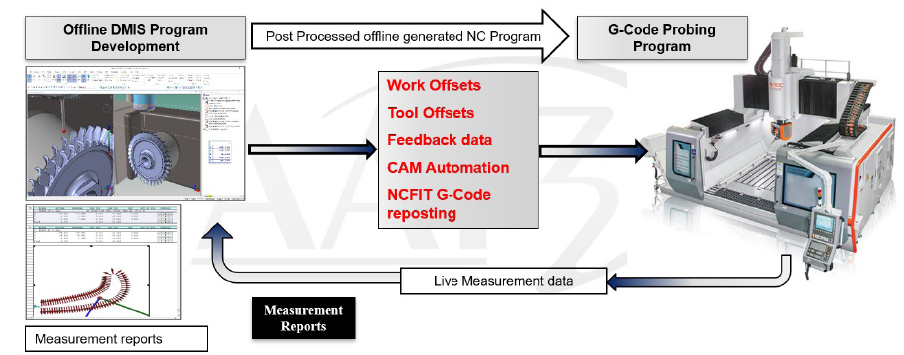
CAPPS NC yazılımının parça ölçümünün avantajı, offline ortamda parça cad model üzerinden programlama yaparak cnc makinanın kontrol sistemine göre “post processor” yardımıyla ölçüm programı makrosu otomatik olarak oluşturulur. Böylece karmaşık kodların yazımı ve müdahalesiden kaçınılmış olur. CAPPS NC programnın özelliklerinden diğer bir özelliği makinaya sürekli bağlantı ve iletişim halinde olmasından ötürü ölçüm sonuçları eş zamanlı olarak ekranda görünmektedir. Gelen noktalar analiz edilip ve cad model ile karşılaştırılıp sonuçlar CMM raporu tarzında raporlanır. Ayrıca gelen noktalar analiz edildikten sonra tekrar makinaya gönderilerek gerek work ofset ya da takım offset değerleri güncellenmiş olur. Ayrıca istenilen her türlü parametrenin makinada güncellenmeside mümkündür.
CAPPS NC program bir cmm program olmasında ötürü cmm mantığında ölçüm , geometrik toleranslandırma ve raporlama yapar. En önemli özelliği X Y Z eksenlerinden bağımsız olarak 3 boyutlu nokta profil hesaplama yeteneğidir. Dolasıyla serbest fomlu bir yüzeyden gelen noktanın 3 boyutlu analiz yapılmaktadır. CAPPS NC nin kendine has makroları olmasından ötürü cnc kontrol sisteminin makrolarını kullanmaz. Zira makina makroları sadece X Y Z yönlerinde ölçüm sonucu vermeye yetkindir. Dolasıyla 3d profil hesaplama yapmak mümkün değildir.
Diğer bir önemli özellik ise işlenen kompleks parçaların datum yerlerine göre parça doğrultmasını tezgah üzerinde yaparak tezgahdaki workofset değerlerine (özellikle 5 eksen tezgahlarda X Y Z öteleme , dönme eksenlerine göre yazdırması sağlamaktadır.)
Ayrıca işlenen her bir geometrik eleman için ölçüm sonucuna göre takım yarıçap ve boy ofset vererek elemanların istenilen toleranslar içinde üretilmesini sağlamaktadır.

CAPPS NC , kullanıcıların kolay programlama yapabilmesi için özel menüler sayesinde birkaç adımda bir elemanı ölçülmesi, gerekli işleme programlarının çağırılması, takım değerlerinin sıfırlanması ve parçanın hassas ölçülmesi için gereken kodları otomatik olarak atmaktadır. Bu kodların karşılığı olan kontrol sistemi makroları otomatik olarak oluşturulur. Böylece ölçüm programı elde edilmiş olur.
CAPPS NC programı sayesinde belli periyodlarda alınan ölçümler neticesinde tezgahın hassasiyet değerleri takip edilmektedir.Böylece tolerans dışı gelen sonuçların nedenleri araştırılarak gerekli bakım ve önlemleri alması sağlanır.Böyleve tüm tezgahların hassasiyetleri takip edilmiş olunur.
Başar Kimya Makina Kalıp – CAPPS NC Uygulaması
Çığır Kimya 1992 yılında kurulan “SILVER” markasının arkasındaki bir üretim şirketidir. Ayakkabı bakım ürünleri ve plastik ambalaj ürünleri üreten firma, ayakkabı boyası kategorisinde Türkiye’nin %75 ihracatının sahibidir. Gelirlerinin %95’ini ihracat ile elde eden şirket, 2012 yılında “SILVER” uluslararası markalaşma programı olan TURQUALITY® katılmıştır. SILVER markasını 55 ülkeye ihraç eden, Rusya, Ukrayna, Çin’ de kendi dağıtım ofislerini yöneten şirket, tam entegre üretim prensibi ile rakiplerinden sıyrılmaktadır.
Bu vizyon liderliğinde 2003 yılında Başar Teknoloji’yi Trakya Serbest Bölge’de 7000 m2 alanda kurulmuştur. Çığır Kimya’nın Ar&Ge merkezi olarak, üretiminde kullanılan tüm otomasyon hatları, plastik enjeksiyon kalıpları ve robotlarının geliştirilmesi ve üretilmesini üstlenmiştir. Kurulduğu yıldan itibaren Çığır Kimya’nın tüm altyapsını değiştiren firma otomasyon hatları ve plastik enjeksiyon kalıplarında uzmanlaşmıştır.
Elde ettiği bilgi birikimini uluslararası birçok kozmetik ve İlaç firmasının teknoloji tedarikçisi olarak pekiştiren şirket, otomasyon hatları kurulumundan, plastik enjeksiyon kalıbı tedariğine birçok hizmet vermektedir. Uzman mühendis ve teknisyen kadrosu ve modern üretim parkuru ile Başar Teknoloji sektördeki en son gelişmelerin yakın takipçisidir.
Birçok farklı alanda yaptığı projelerden elde ettiği bilgi birikimini, belli sektörlere odaklamak firmanın 10 yıllık stratejik planı dahilindedir. Yaklaşık 7 yıllık bir Ar&Ge süreci ile üretimine başladığı “Sıvı sabun pompası” üretimi bu planın ilk adımıdır. Türkiye’nin %100 ithalatçı konumunda olduğu üründe, ülkedeki üreticilerin ana tedarikçisi olmayı başarmıştır. Ürün tasarımından, plastik enjeksiyon kalıplarına, otomasyon hattından, yazılımına tüm süreci kendi bünyesinde gerçekleştirerek örnek bir projeyi hayata geçirmiştir. Çizdiği 10 yıllık plan dahilinde plastik ambalaj üretiminde büyümesini gerçekleştirmek isteyen şirket, bu alandaki yatırımlarına hızla devam etmektedir.
Başar Kimya Makine Kalıp firmamız
1- İnce mal paylı ve çok gözlü plastik enjeksiyon kalıpları
2- Pet şişirme kalıpları
3- Preform kalıpları
4- Şişirme kalıpları
5- Otomasyon makinaları (Dolum, Paketleme, Robot sistemi, Ambalajlama, Rotatif hatlar) tasarlama ve üretmekte olup tüm ihtiyaçları kendi üretebilecek kabiliyete sahip olan bir yapıya sahiptir.

Kalıphanemzide aşağıda belirtilen makinalar mevut olup , imalat yerimiz 7/24 boyunca aynı sıcaklıkta olup işlenen parça ve kalıplar için uygun ortam sağlanmaktadır.
• 6 adet 5 Eksen Hermle CNC Freze
• 1 adet Mazak Çift Ayna CNC Torna Freze
• 2 adet 3 Eksen Yan Kafa CNC Freze
• 2 adet 3 Eksen Dik İşleme CNC Freze
• 3 adet CNC Torna
• 1 adet CNC Dalma Erezyon
• 2 adet Tel Erezyon
• 1 adet ZEISS CMM Cihazı
• CAPPS NC programı 5 adet - 5 Eksen HERMLE (Heindenhain kontrol sistemi) CNC tezgahlarda ve 1 adet çift aynalı Mazak CNC Torna-Freze’ de (mill-turn) kullanılıyor.
 CAPPS NC yazılımının bize sağlamış faydalarını aşağıda özetlersek;
CAPPS NC yazılımının bize sağlamış faydalarını aşağıda özetlersek;
1) Tezgah üzerinde işlenen parçanın toleranslar dahilinde ve gözler arasında ölçü farkı olmadan işlenebilmesi,
2) Tezgah operatörünün manuel ölçümüne ve müdahalesine gerek kalmadan kesintisiz şekilde çalışabilmesi,böylece operatörü devreden çıkararak tam otomasyona geçilmesi
3) Tezgahlarda oluşan kayıp zamanın azaltılması sonucunda tezgah verimliğinin arttırılmsı
4) Takım aşınmalarını tolere ederek takım verimliliğinin arttırılmasıdır.
• Firmamızın CAPPS NC kullanımındakı amacı makina ve kalıpların doğru ve zamanında üretilebilmesidir.Ayrıca parça kalıp imalattında fire vermeden hatasız parça imalatı yaparak otomasyonel bir imalat sistemimiz mevcuttur.
Uygulama 1: Hermle 5 eksen tezgah üzerinde parça tabla üzerine konulduktan sonra eksen paralelliğini sağlamak için parçanın herhangi bir kenarından çizgi ölçülüp ve otomatik olarak parça eksene otomatik olarak gelir. Sonrasında parça orjini için köşe nokta ya da herhangi bir delik veya slot elemanı ölçülerek merkez noktası bulunarak tezgahın workofset parametrelerine yazdırılır. Ardından kaba işleme programı çağırılarak parça işlenmeye başlanır. Hassas kesme program öncesi prob çağırılır ve geometrik eleman (nokta , düzlem, daire, koni, silindir) ölçümü yapılır. (ayrıca iki eleman arası mesafe , iki eleman arası açılı mesafede olabilir )
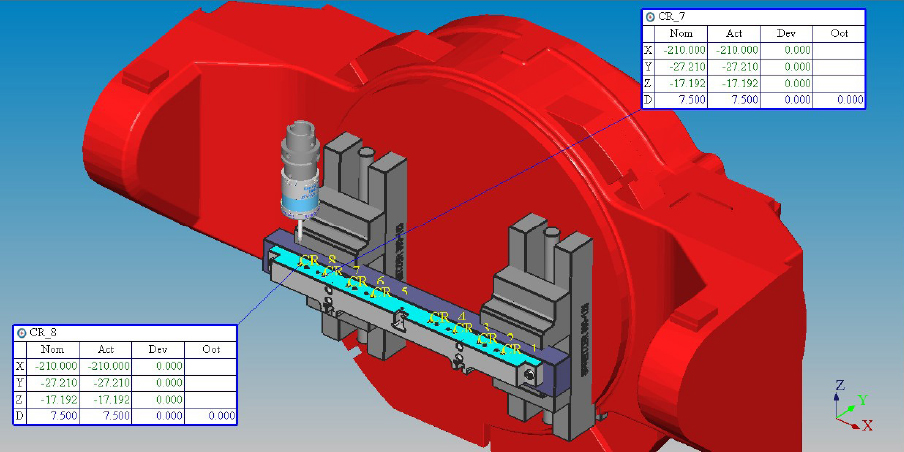
Çıkan sonuca ve eleman türüne göre tolerans içinde ise diğer elemanı işlemeye geçer. Eğer tolerans dışında ise elemanın türüne göre takım çapına veya boyunca otomatik olarak ofset verir. Yine duruma göre gelen sapma miktarının belli bir yüzdesi ofset olarak istenirse gönderilebilir.
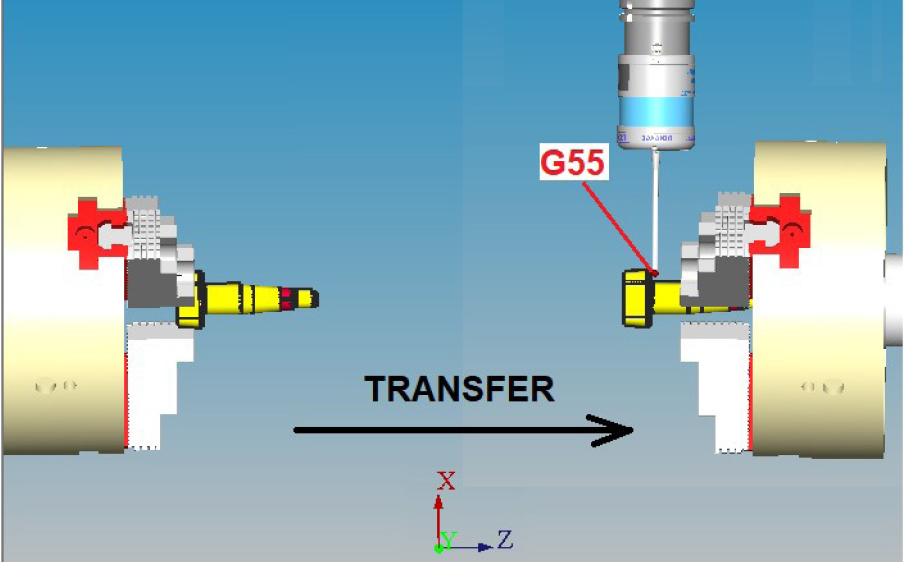
Uygulama 2: CAPPS NC – MAZAK MILLTURN :İş parçası aynaya bağlandıktan sonra eğer parça yarı mamül is eve parçanın çap kısmında çizgi ölçülebilecek bir set varsa, parçayı doğrultmak için bu set üzerinden Capps NC programıyla çizgi ölçümü yapılır C eksen sıfırlamasını yapar. Sonra parçanın alnından nokta ölçüp Z sıfırlamasını yapar. Sonra kaba programlar çağrılıp kaba işleme yapılır. Finiş kesimden önce takım çap yada boy offsetine Capps NC programı tarafından ölçüm için pay bırakacak şekilde değer atar. Sonrasında finiş kesim yapılır ve daha sonra parça üzerinde talaş pislik vs. olmaması için hava ve su kullanılır. Ardından prob çağırılır ve Geometrik eleman (nokta , düzlem, daire, koni, silindir) ölçümü yapıldıktan sonra bulunan değerle nominal değer karşılaştırılır. Eğer istenilen degere gelmemişse geri bildirim yaparak tekrar takım offsetine değer gönderir ve tekrar finiş programı çalıştırılır. Bu döngü istenen ölçüye gelene kadar devam eder.
İş parçasını robotla yükleme otomasyonunda ise parça yükleme ve boşaltma kodları CappsNC programının içinde operasyona göre uygun olan satıra yazılır. Robot iş parçasını tezgaha bağladıktan sonra prob çağrılır ve parçanın alnından nokta alır. Sonra parçanın alnından nokta ölçüp Z sıfırlamasını yapar.
Sonra kaba programlar çağrılıp kaba işleme yapılır. Finiş kesimden önce takım çap yada boy offsetine CAPPS NC programı tarafından ölçüm için pay bırakacak şekilde değer atar. Sonrasında finiş kesim yapılır ve daha sonra parça üzerinde talaş pislik vs. olmaması için hava ve su kullanılır. Ardından prob çağırılır ve Geometrik eleman (nokta , düzlem, daire, koni, silindir) ölçümü yapıldıktan sonra bulunan değerle nominal değer karşılaştırılır. Eğer istenilen degere gelmemişse geri bildirim yaparak tekrar takım offsetine değer gönderir ve tekrar finiş programı çalıştırılır. Bu döngü istenen ölçüye gelene kadar devam eder. Parça karşı aynaya transferden sonra parçanın uygun bir yerinden nokta alıp Z offseti güncellenir. Parça işlemesi bittikten sonra Robot işlenmemiş parçayı sol aynaya bağlar, ardından karşı aynadaki işlenmiş parçayı alır ve istifleme sehpasına bırakır. Başar Kimya’da Heidenhain kontrol 5 eksen Hermle tezgahında yaptığımız çalışmada parçanın kesim ve sonrası ölçüm döngüsü için CappsNC’de programını yaptık ve nc postunu üretip tezgahta çalıştırdık. Diğer muadil ölçüm programları tezgahtaki makrolara ihtiyaç duyarken CAPPS NC yazılımı tezgahın içindeki kendi makroları kullanmak yerine firmamızın ar-ge departmanının geliştirdiği makroları kullandık.

Aynı operasyon yapılan ve belli aralıklarla yinelenen çok gözlü tekrarlanan operasyonlar (elemanlar düzgün aralıkta olmayıp rastgele düzlmüşde olabilir) için Multiloop (Çoklu döngü) fonksiyonunu geliştirilmiş olup, bu sayede parça üzerinde kaç gözlü olursa olsun kısa sürede programını yapıp tezgahta kullanabilmeyi sağlanmıştır. Diğer muadil ölçüm programlarında bu süre 3-4 gün iken, CappsNC yazılımı sayesinde bu süre en fazla 30 dakikada yapılabilmektedir.
Bunlara ek olarak bu uygulamayı 5 eksen işleme ve ölçümleme yapılması mümkündür. Böylece 5 eksen çok döngülü işlemler içinde yapılmış oldu.
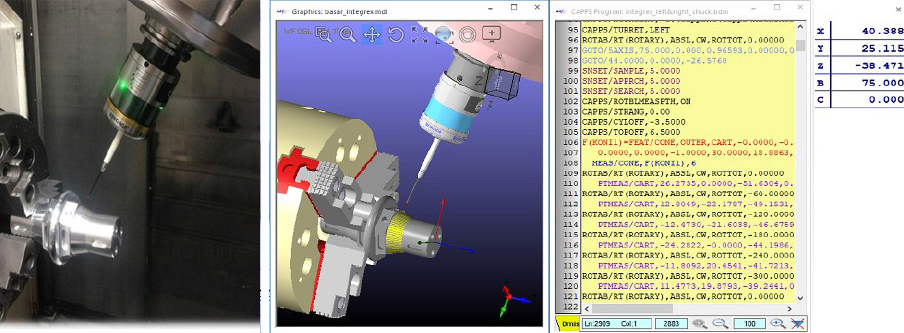
 Diğer muadil ölçüm programında birebir ölçüm simülasyonu yapılamaz iken Capps NC yazılımında birebir simulasyon gerçekleştirilmektedir. Aynı müşterimizde bulunan multi fonksiyonel bir tezgah olan Mazak Integrex çift aynalı mill-turn tezgahında yaptığımız çalışmada Capps NC yazılımını parçayı her iki aynada “Cam Automation” uygulamasını yapacak şekilde geliştirlmiştir. Capps NC yazılımında takım kütüphanesinde tornalama ve frezeleme takımlarını tanıtabileceğimiz bir kütüphane geliştirilmiş olup parçanın hangi aynada olduğunu belirtebileceğimiz uygulama ve makrolarda geliştirilmiştir.
Diğer muadil ölçüm programında birebir ölçüm simülasyonu yapılamaz iken Capps NC yazılımında birebir simulasyon gerçekleştirilmektedir. Aynı müşterimizde bulunan multi fonksiyonel bir tezgah olan Mazak Integrex çift aynalı mill-turn tezgahında yaptığımız çalışmada Capps NC yazılımını parçayı her iki aynada “Cam Automation” uygulamasını yapacak şekilde geliştirlmiştir. Capps NC yazılımında takım kütüphanesinde tornalama ve frezeleme takımlarını tanıtabileceğimiz bir kütüphane geliştirilmiş olup parçanın hangi aynada olduğunu belirtebileceğimiz uygulama ve makrolarda geliştirilmiştir.
İŞLEME – ÖLÇÜM- ROBOT ENTEGRASYONU
Başar Kimya makina Kalıp firmasında sonradan montajını yaptırdığı parça yükleme ve boşaltma robotunu Capps NC yazılımında adapte ettik. Robotun her parçayı bağlamasından sonra parça sıfırlamasını yapıp kontrol sisteminde work offseti güncellemesini yapılmıitır. Böylece kesim işlemine doğru bu şekilde başlanmaktadır. Doğru olmayan ölçülerde hatalı malzeme kesimi, aynanın parçayı sıkmasından kaynaklan parçanın geometrik bozukluklaar , kesme kuvvetinden kaynaklanan koniklik ve form bozukluğu saptanıp düzletilerek hatasız parça işlenmesi mümkün olmaktadır.
Diğer yandan parçanın karşı aynaya geçişi sonrasında yaşanacak hataları minimize etmek için sağ ayna tarafında da tekrar parça sıfırlama yapıp work offseti güncellemesini sağladık.Parça sol aynadan sağ aynaya transfer edilirken doğal olaraka hassasiyet kaybı yaşanmaktadır. Dolasıyla parçanın gerçek konumunun tespiti için tekrar ölçülüp kontrol ssitemindeki Workofset değerine yazılmaktadır.
Capps NC yazılımı kullanarak hem kesim, hem ölçüm, hem de robot adapte edilerek ve böylelikle tam bir otomasyon uygulaması yapmış oldu.Parçalar bir hat üzerinden beslenerek tezgah içine robot yardımı ile alınır, parça aynaya takıldıktan sonra prob ile ölçümü yapılıp gerçek pozisyonu kontrol sistemine gönderilir ve kesim işlemi başlar. Kesme işlemi arasında ölçüm yapılarak tolerans içinde olana kadar kesme – ölçme işlemi devam eder. Parça bittikten sonra raporlaması otomatik olarak yapılır ve robot parçayı alarak yerine yerleştirir.