

İlyaz İDRİZOĞLU Mühendislik, Parça Tasarımı Ürün Geliştirme, Kalıp Tasarımı Makine Yüksek Mühendisi www.ilyazidrizoglu.com
Giriş:
Bilgisayar destekli mühendislik (Computer Aided Engineering, CAE), mühendislik çalışmalarının yürütülmesinin her aşamasında, ürün ve proseslerin tasarımında, analizinde, ürünlerin üretilmesinde, bilgisayarların kullanılması olarak tanımlanır.
Plastik enjeksiyon kalıp tasarımında kullanılan bazı analiz programları şunlardır:
Moldflow , Moldex3D , SIMPOE , SimMold , SIGMASOFT.
Bu çalışmada “Moldflow” analiz yazılımı ile seçilen bir plastik parçaya hangi analizlerin yapılabileceğini ve elde edilen sonuçların neler olduğunu açıklamak hedeflenmiştir.
Moldflow nasıl bir analiz programdır?
Moldflow, sonlu elemanlar yöntemini kullanarak analiz yapmaktadır. 2 ve 3 boyutlu akış alanlarında ve özellikle ince kesitli parçaların analizinde oldukça güvenilir sonuçlar vermektedir. Güvenilirliği nedeni ile endüstride de yaygın kullanım alanı bulmaktadır.
Kalıp imalatı başlamadan önce, plastik parça, kalıp ve plastik enjeksiyon prosesinin simülasyonunu gerçekleştirmemizi ve bunları optimize etmemizi sağlar. Plastik enjeksiyon sürecini simüle ederek en iyi parça ve kalıp tasarımına ulaşmak ve en düşük çevrim zamanları elde etmek mümkündür.
Moldflow yardımıyla, parça geometrisindeki ve kalınlıktaki değişimlerin, yolluk sisteminde ve yolluk giriş noktasındaki değişikliklerin, malzemedeki değişikliklerin, nihai ürün kalitesine olan etkilerini ve plastik enjeksiyon prosesi ile ilgili ortaya çıkabilecek sorunları imalata geçmeden önce görebiliriz.
Analizi yapılacak ve üretilmek istenen parça malzemesinin piyasa ismi ve kullanım alanları şunlardır:
Üretilecek parça malzeme türü kristal malzemedir. Polimer ismi Polistiren, sembolü PS ve çekme payı 6/1000’dir. Bilindik kullanım alanları Gıda Tüzüğüne uygun, kristal kutular, askı, çatal, kaşık, kapak, tabak v.s.
Moldflow 7.3 part adviser modülü ile yapılacak analizler hangileridir?
Kalıp üretimi yapılmak istenen parçanın tasarımı yapıldıktan sonra, kalıp tasarımına geçilmeden önce parçanın analizi şu aşamalardan gerçekleşir.
Plastik parçaya yolluk giriş noktasını kendimiz verebileceğimiz gibi bunu programdan hesaplamasını da isteyebiliriz. Parçaya üretmek istediğimiz malzemeyi atayarak en iyi giriş noktası (best gate location) analizi yaptıktan sonra, programın en iyi giriş noktası için bize önerdiği bölgeler Şekil 1’de gösterilmiştir.
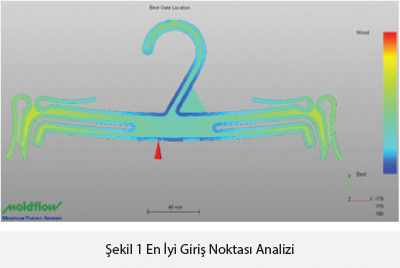
Şekil 1’de görüldüğü gibi parçanın geometrik şekline ve enjeksiyon için dolumun en iyi yapılabileceği bölgeler mavi renginde olan bölgelerdir. Şekilde Best ve Worst olarak en iyiden en kötüye doğru renk skalasıyla belirtilmiştir.
Şekil 1’de kırmızı üçgen görünümünün olduğu yerden giriş noktası verilmiştir. En iyi giriş yeri bu noktadan olabileceği gibi mavi renkli olan diğer yerlerden de giriş yapılabilir. Diğer bölgeler tercih edilmemiş Şekil 1’de görüldüğü yerden giriş yapılmıştır. Bunun nedenlerini şöyle sıralayabiliriz:
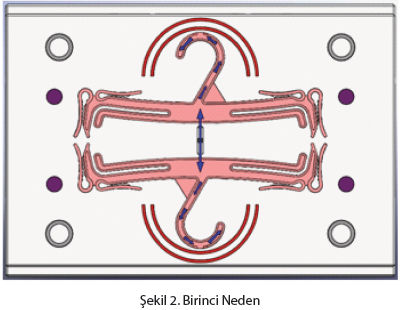
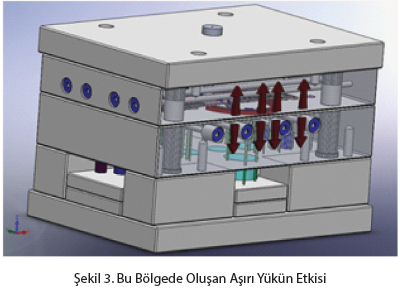
Birinci Neden: Şekil 2’ de görüldüğü gibi giriş yapılmış olsaydı, malzeme kalıp dolumu başlayacağı anda ilk olarak mavi renkli okların gösterdiği yolu takip ederdi ve bu da kalıbın o bölgesinde aşırı yük oluşmasına, parçadaki bu yerin özkütlesinin daha yoğun olmasına ve buranın daha erken soğumasına neden olurdu. O bölgede oluşan aşırı yükün etkisi dairesel kırmızı renkle gösterilmiştir. Aşırı yük belli bir parça basım sayısından sonra, kalıp Şekil 3’ de görüldüğü gibi erkek ve dişi çelik kalıp ayrım çizgisinden ayrılmaya zorlanacaktır. Çelikleri bölgesel olarak deforme etme eğiliminde olacağı için plastik o yerlere de hücum ederek dolmak isteyecek, bu da parçanın çapaklı üretilmesine neden olacaktır.
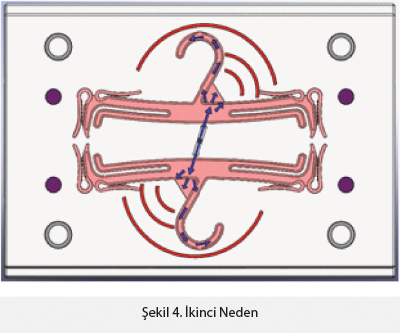
İkinci Neden: Şekil 4’teki gibi giriş yapılmış olsaydı, burada plastiğin ilk takip edeceği yol yine mavi renkli oklarla gösterildiği gibi olacaktı. Burada da birinci nedende yapılan tespitler gerçekleşmiş olacaktır.
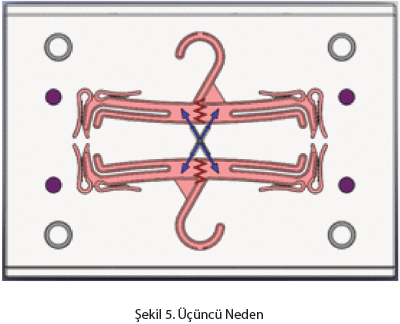
Üçüncü Neden: Şekil 5’te gösterildiği gibi parçanın bir sağ yanına, bir de sol yanına yönelmiş ikişer giriş yapılmış olsaydı plastik yanlara doğru dolarak en sonunda ortada birleşecekti. Bu birleşme kırmızı zikzaklı hat ile resimde gösterilmiştir. Malzeme iki yandan gelen plastiğin başlangıçtaki sıcaklıktan kısmi olarak düşük bir sıcaklıkta birleşeceği için görsel olarak birleşme izinin fark edilmesi gibi, ayrıca parçanın kullanımı sırasında yanlardan uygulanacak yüklerde en zayıf noktanın birleşme hattı olması dolayısıyla parçanın o hattan çatlaması gibi sonuçlar ortaya çıkacaktır.
Bununla birlikte plastik yanlara doğru yöneldiği için askının asılma yerine doğru malzeme en son gitmiş olacaktır. Bu malzemenin ilk giriş sıcaklığından kısmi olarak daha düşük olacağı için kalıp boşluğundaki o dairesel bölgeye malzemenin daha düşük sıcaklıkta gitmesi dolayısıyla dolumda zorlukların yaşanmasına neden olacak malzeme o yerde daha zor dolacaktır. Bunun tespit edilmesi durumunda kalıbın dolması için enjeksiyon basıncının artırımına gidilmesi gerekecek bu da enjeksiyon için daha fazla güç sarfiyatının olmasına neden olacaktır.
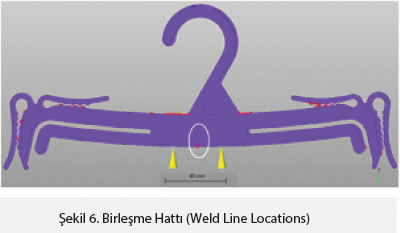
Birleşme hattı ve en son dolan bölgenin neresi olduğunu görebilmek için iki yerden girişin olduğu analizi yapmış olursak üçüncü nedende üzerinde durulan tespitlere ulaşmış oluruz. Bu Şekil 6 ve Şekil 7’de gösterilmiştir.

Birinci neden, ikinci neden ve üçüncü nedende ulaşılan bilgilere göre, giriş noktasının Şekil 8’deki gibi olmasını karar verdikten sonra diğer analizler yapılır.

Analizi üç genel kritere göre yapabiliriz:
1. Plastik Dolum Analizi (Plastic Filling),
2. Soğuma Kalitesi Analizi (Cooling Quality)
3. Çökme Analizi (Sink Marks).
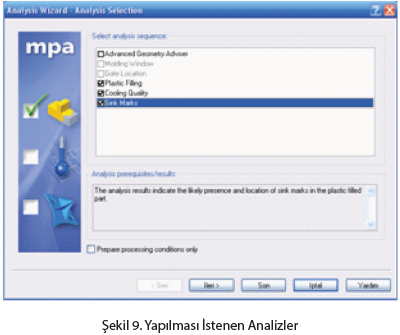
Bu analiz başlıklarını seçerek yapılan analizde elde edilen sonuçlar şunlardır:
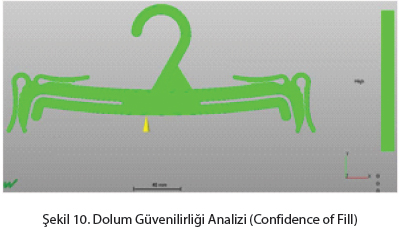
1.Dolum Güvenilirliği Analizi (Confidence of Fill): Burada her yer yeşil, yani kalıbın en ince ayrıntısına kadar dolduğunu gösteriyor.
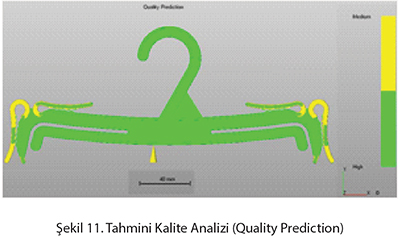
2. Tahmini Kalite Analizi (Quality Prediction): Burada baskıdan sonra parçanın yüzey kalitesi ile ilgili bilgileri alıyoruz. Şekil 11’de yeşil renk yüksek kalite, sarı orta kalite ve eğer kırmızı olsaydı kırmızı bölgelerde de kalitesizlik oluşacağını gösterirdi. Sarı bölgeleri sadece göstermekte kalmıyor bunların neden oluştuğunun bilgisini veriyor. Parça üzerindeki sarı bölgeye tıkladığımız zaman o bölgenin özellikli değerlerine ulaşabiliyoruz. Onlar da parçadaki sadece o bölgenin sıcaklığı, basınç düşüşü, dolum süresi, soğuma süresi ve diğer bilgiler. En önemlisi de orta kalitenin neden oluştuğunu ek bilgi olarak alabiliriz. Örneğin Şekil 11’de gösterilen sarı yerler için, soğuma zamanı çok uzun, bu ilerde ütülemede problem yaratabilir bilgisini kısa öneri olarak veriyor. Ayrıca daha detaylı bilgi almak istediğimizde, bu sonucun neden oluştuğunu, nelerin buna sebep olduğunu ve ileride ne yapılması gerektiğini bilgi olarak alabiliriz.
Programın verdiği üç öneri şunlardır:
•Eriyik sıcaklığını düşür;
•Kalıp sıcaklığını düşür;
•Problemli bölgenin et kalınlığını incelt.
Bu üç öneriden:
a) Eriyik sıcaklığını düşürmek, enjeksiyon için malzemenin olması gereken enjeksiyon sıcaklığının altına düşülemeyeceğinden bu öneri uygulanamaz.
b) Problemli bölgenin et kalınlığını inceltmek, parçada boyutsal değişim olması istenmemesi gereğince bu öneri de uygulanamaz.
c) Kalıp sıcaklığını düşürmek ise yapılabilecek en uygun çözüm olur. Kalıp sıcaklığını düşürmek için tasarımda su kanalının yerinin nerden geçeceğini tayin etmek gerekir.
Su kanalının yerini tayin etmek, parçanın soğumak için en uzun süreye ihtiyaç olduğu parça kesitinin fazlalaştığı yerlerin nasıl davranış göstereceğini de dikkate alarak tasarlanması gerekir. Bu aşamada tahmini kalite analizi ile birlikte soğuma kalitesi (cooling quality) analizinden de faydalanıyoruz. Tahmini kalite analizinde gösterilen sarı yerler, soğuma zamanı çok uzun, bu ilerde ütülmede problem yaratabilir şeklindeydi. Soğuma kalitesi analizinde de elde ettiğimiz veriler devamdaki alt konu başlığındadır.
3. Soğuma Kalitesi (Cooling Quality):
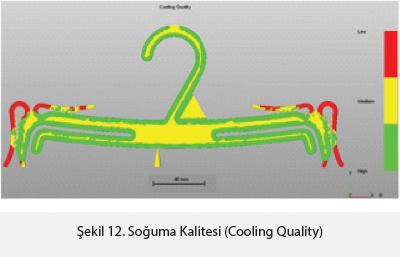
Resimde kırmızı ile gösterilen bölgeler soğuma kanallarının olması gereken yerleri hakkında bilgi vermektedir.
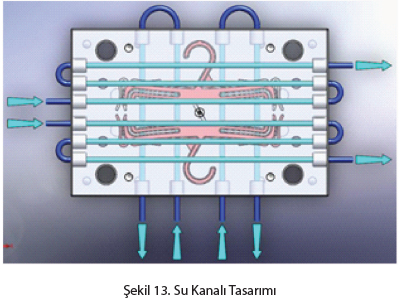
Soğuma zamanı çok uzun olan yerin soğutmasını iyi yaparak yani su kanalını o bölgeden yakın geçirerek bu olumsuzluğu gidermiş oluruz. Kalıpta su kanalını Tahmini Kalite ve Soğuma Kalitesi analizlerini dikkate alarak aşağıda görüldüğü gibi üst çelikten yatay altı adet ve parçada soğuma kalitesinin en kötü olduğu yerden geçirerek, alt çelikten de dört adet ve itici pimlerin arasından geçirebileceğimiz en uygun yerden geçirerek Şekil 13’deki gibi tasarladık.
Programın vermiş olduğu kalıp sıcaklığını düşür önerisini kıyaslayabilmek için, kalıba enjeksiyon işlemi iki farklı yöntemle yapılmıştır.
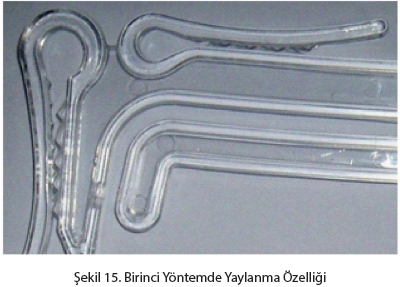
Birinci yöntemde kalıp soğutması yapılarak parça basılmıştır. İkinci yöntemde ise kalıp soğutması yapılmayarak yani su kanalına soğutma suyu gönderilmeyerek parça basılmıştır. İki yöntemle de elde edilen ürünler Şekil 14’te gösterilmiştir.
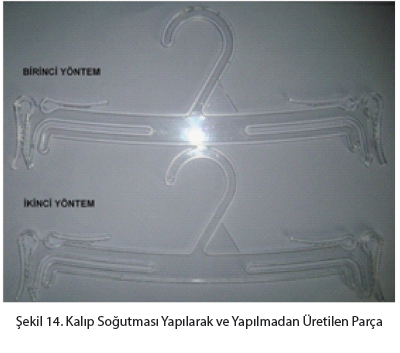
Parçanın fonksiyonu gereğince, dişlerin olduğu yerlerde yaylanma özelliğinden yararlanılması gerekir. Birinci yöntemde kalıp soğutması yapıldığı için parçanın ütülenme devresi iyi gerçekleşmiş ve kalıptan çıktıktan sonra yaylanma fonksiyonunu yerine getirmek üzere dişler birbirinin içine geçerek sıkma kuvveti oluşturmuştur. İkinci yöntemde ise su kanalına soğutma suyu gönderilmeden enjeksiyon yapılmış ve birinci yöntemle aynı çevrim süresinde parça kalıptan çıkartılmıştır. Kalıp soğutulması yapılmadığı için ütülenme devresi tam gerçekleşmeden parça kalıptan çıkartılmış ve ütülenme devresinde parçadan alınması gereken ısı miktarı kalıp içinde değil atmosfer ortamında parçayı terk etmiştir. Bu yüzden yaylanma özelliğine sahip olması gereken kollar genişlemiş halde soğumuş ve yaylanma fonksiyonunu alamamışlardır. İki parça arasındaki farkı resme yakından bakarak görebiliriz.

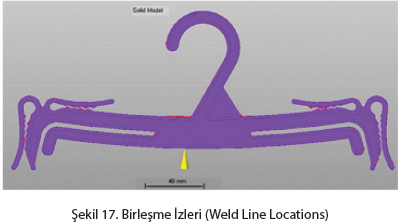
4. Birleşme İzleri (Weld Line Locations): Birleşme izlerinden daha önce Şekil 16’da bahsedildi. İki girişli tasarıma göre seçilen tek giriş ve girişin olduğu yere göre parçada daha az birleşme izi oluşacağı görülüyor. Ayrıca iki girişlide parçanın simetri hattında birleşme izi oluşurken, burada birleşme izi oluşmuyor. Bu durum Şekil 16’da gösterilmiştir. Birleşme izleri analizi daha çok delikli parçalarda önem kazanmaktadır.
5. Hava kabarcıkları (Air Bubble Locations): Hava kabarcıklarının nerede oluştuğunu detaylı bir şekilde gösteriyor. Bu analizi dikkate alarak kalıp içinde gaz tahliyesinin yapılması gereken yerlerin nerelerde olması gerektiğini görebiliriz.

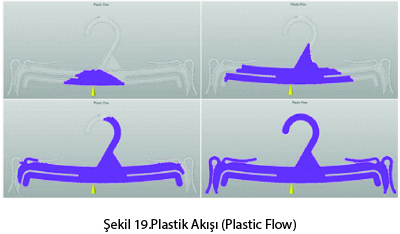
6. Plastik Akışı (Plastic Flow): Plastiğin kalıp içerisinde nasıl bir yol izleyerek dolduğunu simüle edebiliyoruz.
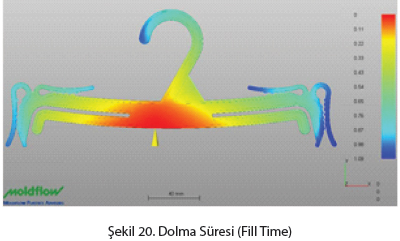
7. Dolma Süresi (Fill Time): Saniye mertebesinde gösteriyor. Koyu mavi bölgeler en son dolan yerlerdir.
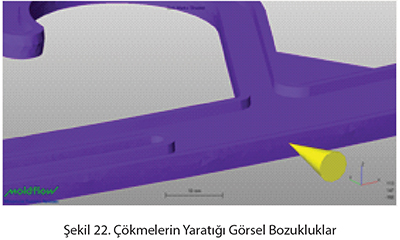
8.Çökmeler (Sink Marks Estimate): Kaç milimetre olarak çöktüğünü görebiliyoruz.
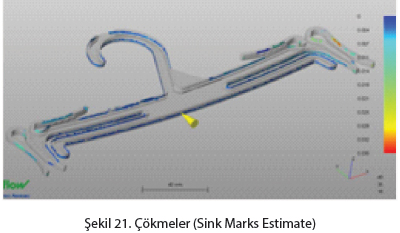
Çökmeleri bilgisayarın ekran kartına bağlı olarak parçanın neresinde ve ne gibi problemler yaratığını görebiliriz.
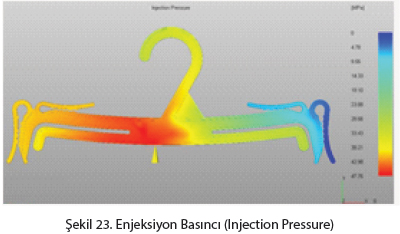
9. Enjeksiyon Basıncı (Injection Pressure):
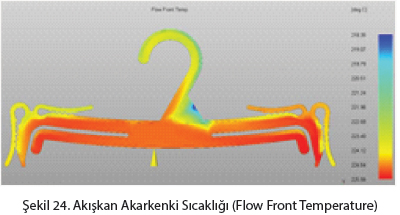
10. Akışkan Akarkenki Sıcaklığı (Flow Front Temperature):Kalıplama anında numune üzerinde oluşan sıcaklık dağılımı gösterilmiştir.
11. Basınç Düşüşü (Pressure Drop): Parçada aşırı yüklemenin nerede oluşacağını basınç düşüşü ve enjeksiyon basıncı sonuçlarını karşılaştırmalı olarak incelersek bulabiliriz.

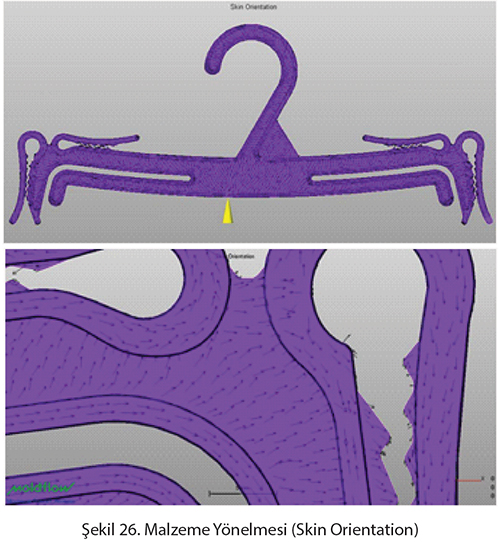
12. Malzeme Yönelmesi (Skin Orientation): Plastiğin izlediği yolu daha detaylı bir şekilde vektörel yönlerle gösteriyor.
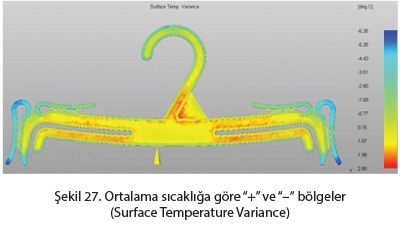
13. Ortalama sıcaklığa göre “+” ve “–“ bölgeler (Surface Temperature Variance):
14. Zamana bağlı olarak donmanın ortalama “+” ve “–“ bölgeleri (Freeze Time Variance):
