

Salih BOZKURT Defne Mühendislik Ltd. Şti.
Defne Mühendislik Ltd. Şti. altı yılı aşkındır ölçümlendirme, geriye dönük mühendislik ve ürün geliştirme konularında projeler yapmaktadır. 3 boyutlu ölçümlendirme sistemlerinin kullanım alanları, hassasiyetleri kapasiteleri konusunda edindiği tecrübeler sonucunda çok küçük ve çok büyük ölçekli parçalar ve detay geometrilerinin ölçüm ve metodolojisi konusunda uzmanlaşmıştır. Bu çalışma küçük ölçekli (0,01 - 0,05 mm) detayların ölçüm teknikleri ve kontrolü konusunda teknik detaylar sunar. Günümüzde aydınlatma, savunma ve medikal sektörde bu detaylar gerek üretimin kontrolü gerekse yeni tasarımların geliştirilmesi için önemli bir aşamadır.
Optik tarama sistemlerinden olan ızgara projeksiyon yönteminde kullanılan ölçüm sistemleri kamera ve projeksiyon grubundan oluşur. Bu sistemler ölçümü yapılacak olan ürünün üzerine ızgara gölgesi düşürerek sistemin üzerinde bulunan kamera veya kameralar tarafından izlenerek 2 boyutlu görüntüleri 3 boyutlu nokta bulutu datasına dönüştürürler. (Şekil 1)
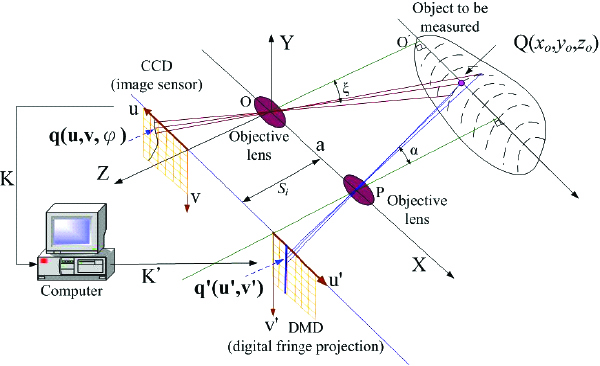
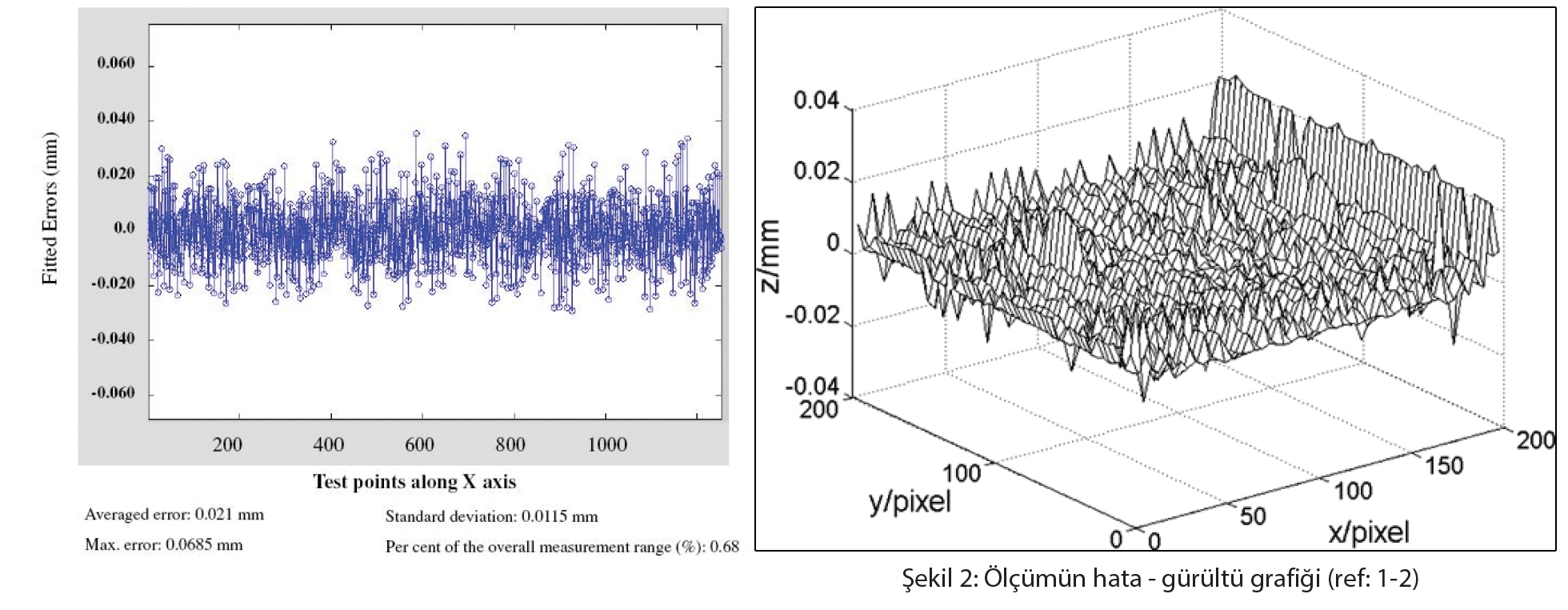
İki boyutlu resimlerin üç boyutlu ölçüm noktalarına dönüştürülmesi için faz farklı (phase difference) algoritması kullanılır. Bu algoritma keskin kenar ve kademe geçişlerinde oluşacak hataların giderilebilmesi, bu tip bölgelerin daha net alınabilmesi için farklı algoritmalar kullanarak resim işleme (image prosesing) yöntemi ile 3 boyutlu veriler oluşturulmaktadır. Yapılan matematiksel yaklaşım gerek düz yüzeylerde, gerekse kademe geçişlerinde daha düz veya keskin bir geçişi sağlamak için matematiksel yaklaşımlar ile yuvarlatmalara neden olur. Bu yuvarlatmalar sistemlerin gürültü seviyesi olarak tanımlanan bir parametre ile tanımlanır. Gürültü seviyesi ızgara projeksiyon ölçüm sistemlerinde 10-50 µm (0.01-0.05 mm) olarak verilmektedir. Şekil 2.
Bir ürünün 3 boyutlu datalarının bilgisayar ortamına alınabilmesi için birden fazla konumda kamera görüntüsü alınması gerekmektedir. Ürünün ölçülemeyen arkada kalan bölgelerin ve tüm özelliklerinin alınabilmesi için görüntü sayısı 3 ile 100 arası olabilmektedir. Ölçüm için tek bir açıdan alınacak veri sistemin gerçek uygulamada vereceği değerleri yansıtmayacaktır. Alınan her bir ölçüm ve bunların birleştirilmesi oluşacak hataların birleşmesine ve birikmesine neden olmaktadır. Izgara projeksiyon sistemlerinin ölçüm ve kalibrasyon hassasiyetleri ve standartları 2002-2008 ve 2011 yıllarında çıkan VDI/VDE Guideline 2634 part1 ve 3 standartları ile tanımlanmıştır. Bu standartlarda gürültü, hassasiyet ve kalibrasyon konularında her sisteme uygulanabilecek ölçüm yöntemi ve değerlerin tanımlamaları yapılmıştır. Bu standartlarda kaç farklı açıdan nasıl ölçüm alınması gerektiği belirtilmektedir. Bu standartlardan farklı olarak sistemlerden farklı matematik algoritmaları veya ızgara düşürme yöntemleri ile daha verimli sonuçların alınabilmesi üzerine çeşitli bilimsel çalışmalar yapılmaktadır.
(Referans: 1-2-3).
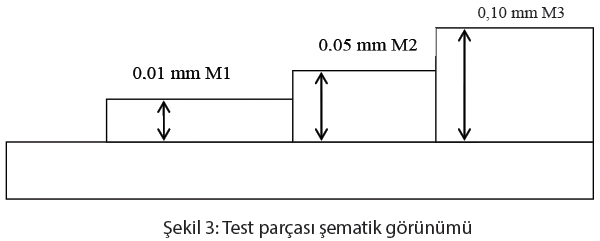
3 boyutlu ölçüm sistemlerinin gerçek uygulamalarda gösterdikleri performansı gerek hassasiyet gerekse detay geometrilerinin elde edilebilmesi için birkaç test çalışması yapıldı. Optik ölçüm sistemi Steinbichler firmasının COMET 5 4Mp’lik sistemi kullanılmıştır. Bu sistemin yazılımında kullanıcının kontrolünde olan parametrelerin denenmesi sonucunda ürüne uygun parametreler tanımlanmıştır. Kullanılan test parçası üzerinde 10, 50 ve 100 µm (0.01, 0.05 ve 0,1 mm)’lik detaylar olacak şekilde hazırlanmıştır. Şekil 3. Bu parça 3 farklı açıdan ölçümlendirilmiştir. Alınan ölçümlerin birleştirilmeleri sonucunda elde edilen nokta bulutu diğer ölçüm yöntemleri ile karşılaştırılmıştır.
Ölçüm sonucunda elde edilen nokta bulutu datası Şekil 4’de gösterilmiştir. Ölçümde 3 farklı kademe net olarak gözükmektedir. Kademelerin detay parça ölçümü amacı ile işlem yapıldığından parça üzerinde özel bir solüsyon ile temizlenmiş üzerine herhangi boya veya başka bir işlem yapılmamıştır. Birbirlerine geçiş bölgeleri tam olarak elde edilebilmiştir. Parça üzerinde fiziksel olarak yer alan 3 kademe de ölçüm sonucunda net olarak alınabilmiştir.
Elde edilen data üzerinde sıfır yani referans bölgesi işaretlenerek seçilmiştir. Şekil 5

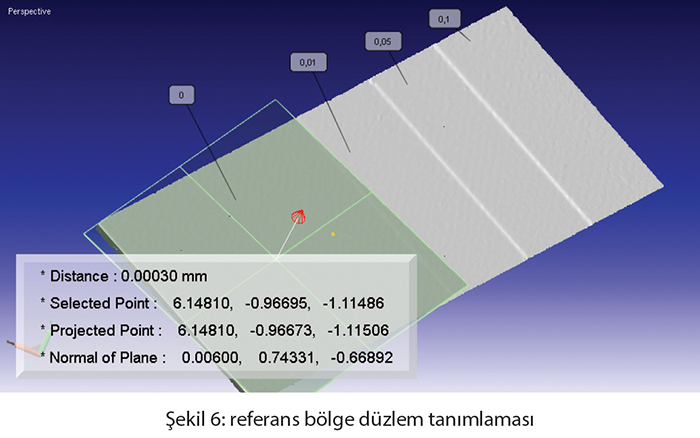
Referans bölgesine düzlemsel bir geometri (plane) tanımlanmıştır. Tanımlanan plane’nin ortalama hatası 0,0003 olarak görülmektedir. Şekil 6
Referans düzlemden itibaren kademelerin tekil olarak ölçüm değerleri alınmıştır. 0.01, 0.05 ve 0,1 mm’lik kademelerin vermiş oldukları ölçüm değerleri ekteki Şekil 7’de görülmektedir. Alınan ölçüler referans düzleme olan uzaklıklar olup noktalar rastlantısal olarak seçilmiştir. Tekil noktaların hata miktarları detaylı olarak görülebilmektedir.

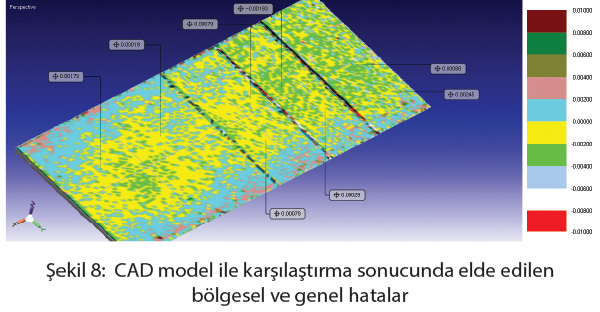
Elde edilen ölçüm sonucunun matematiksel (CAD) model ile karşılaştırılması sonucunda bölgesel ve genel hatalar Şekil 8’de gösterilmiştir. Maksimum bölgesel hata -0.004 mm olarak 0,1 mm’lik bölgede gözükmektedir. Diğer bölgelerdeki hatalar -0.002 mm ortalamasındadır.
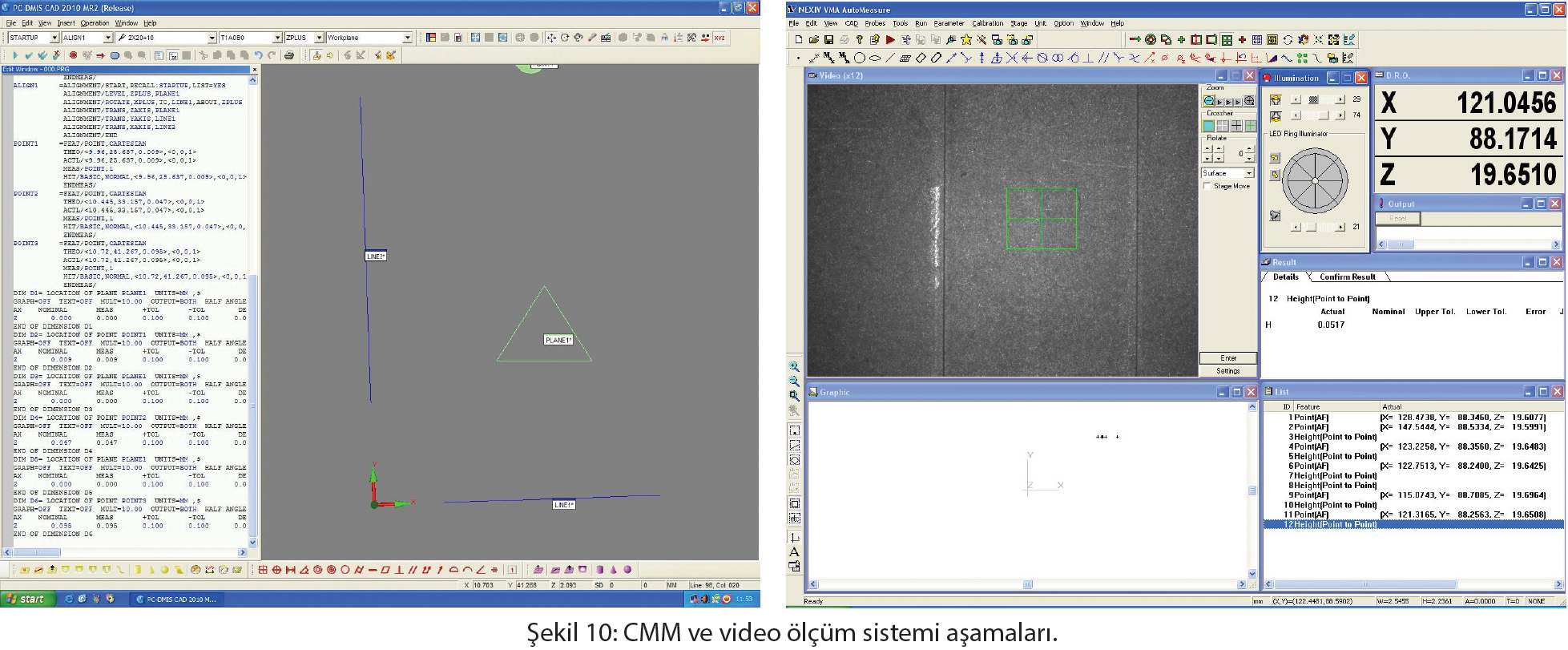
Test parçasının ölçüm sonuçlarını kontrol ve doğrulamak amacıyla farklı ölçüm sistemleri ile elde edilen değerlerin kontrolü yapılmıştır. İki farklı sistem ile yapılan ölçümlerden birincisi optik ölçüm (video measuring) olarak tanımlanan Nikon VMA-2520 video ölçüm sistemi ile yapılmıştır. Bu sistem prensip olarak ürüne dokunmadan alınan video görüntüsünü netleştirerek mesafe ölçümü yapmaktadır. İkinci kontrol ölçüm sistemi ise CMM (koordinat ölçüm makinesi) kullanılmıştır.
Ürünün üzerinde dokunarak ölçümler alınmıştır. Her iki sistem de noktasal ölçüm yöntemi tercih edilmiştir. Yani ürünün referans olarak kabul edilen “sıfır” seviyesi düzlem olarak tanıtılmış kademelerin bulunduğu bölgelerden noktasal ölçüler alınmıştır. Yapılan çalışmaların resimleri Şekil 10’da görülmektedir.

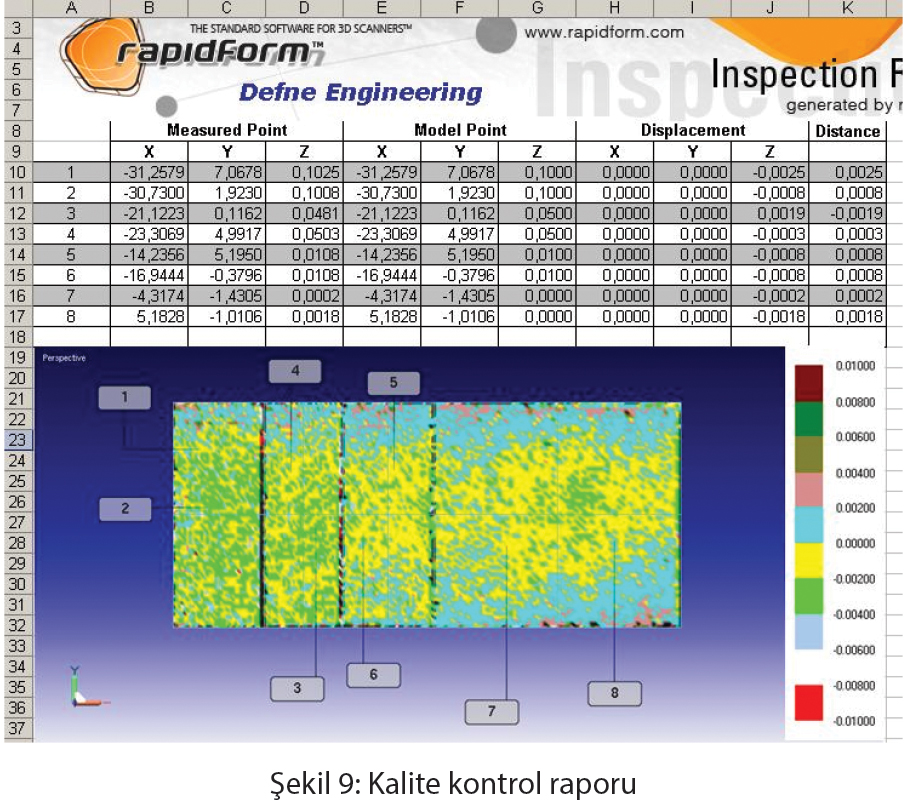
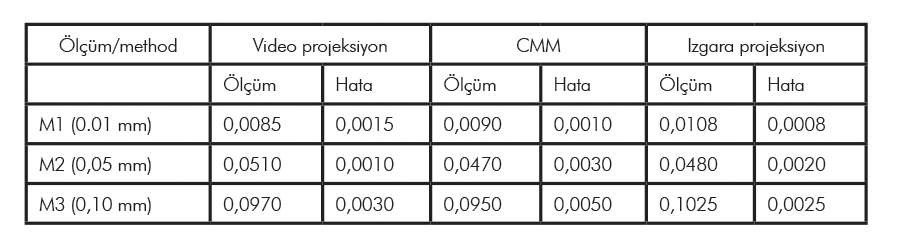
Farklı yöntem ve sistemler ile yapılan ölçümlerin sonuçları karşılaştırmalı olarak aşağıdaki tabloda sunulmuştur. Izgara projeksiyon sisteminin referansları Şekil 9’da belirtilen noktalardan alınmıştır. Izgara projeksiyon sistemi tüm yüzeyde örnek verdiğinden dolayı formlu yüzeylerin ölçüm ve kalite kontrolünde daha efektif bir yöntem ve sistem olarak öne çıkmaktadır. Test parçasının düzlemsel seçilmesinin amacı diğer ölçüm yöntemleri ile kıyaslama yapabilmek içindir.
Bu çalışmanın amacı; Izgara projeksiyon yönteminde 0.01 mm’lik bir detayın başlangıç ve bitiş yerinin belirlenmesi bu tip bir detay ölçünün sınırları (boundary) ile değer büyüklüğünün hassas olarak tanımlanabilmesinin ızgara projeksiyon yöntemi ile imkanlı olduğunu göstermektir. Bu tip çalışmalar medikal sektörde kullanılan protezlerin, mekanik valf sistemlerinin, aydınlatma elemanları gibi çok farklı alanlarda ürün geliştirme ve kontrolünde yoğun ihtiyaç olmaktadır. Ürünlerin özellikle formlu yüzeylerindeki 0.01 mm ve altındaki kademe ve farklar ancak ızgara projeksiyon yöntemi ile alınabilmektedir. Izgara projeksiyon sistemlerinin de mekanik ve ısısal stabilizasyonu kontrollü olan ileri teknoloji ile donatılmış sistemler bu tip bir çalışmayı başarabilmektedir. Ölçüm sistemlerinin kullanımlarındaki bu tip detaylar ancak tecrübe ve uzmanlık ile aşılabilmektedir.
Defne Mühendislik, farklı marka ve sistemlere olan hâkimiyeti, birçok sektörden değişik parça tiplerinden elde ettiği tecrübeler ile uzmanlığını ölçüm metodolojisi, kalite kontrol metotları geliştirmeye devam etmektedir. Ürün tasarımı, ürün geliştirme, 3 boyutlu ölçümlendirme ve kalite kontrol konularında firmamız uzmanlıklarını geliştirmeye ve genişletmeye devam etmektedir.
Referanslar:
•Calibration of 3D surface profilometry using digital fringe projection; MEASUREMENT SCIENCE AND TECHNOLOGY; Meas. Sci. Technol. 16 (2005) 1554–1566; Liang-Chia Chen1 and Chu-Chin Liao
•Neural network applied to reconstruction of complex objects based on fringe projection; Optics Communications 278 (2007) 274–278; Tangy Yan, Chen Wen-jing , Su Xian-yu, Xiang Li-qun
•Skin topography measurement by interference fringe
•Projection: a technical validation; Skin Research and Technohgy 2001; 7: 332-121; J. M. Lagarde, C. Rouvrais, D. Black, S. DiridoUou and Y. Gall